Technische Fragen und Support
Die wichtigsten Faktoren zur Lagerung von Sägebändern sind:
a. Umgebung: Lagern Sie das Sägeband an einem kühlen, trockenen Ort, um Rost und Korrosion zu vermeiden. Vermeiden Sie Bereiche mit hoher Luftfeuchtigkeit oder extremen Temperaturen.
b. Verpackung: Bewahren Sie das Sägeband in der Originalverpackung auf oder wickeln Sie es in ein Schutzmaterial wie z. B. Rostschutzpapier.
c. Position: Lagern Sie das Sägeband flach oder auf einem geeigneten Gestell, um ein Verbiegen oder Verziehen zu vermeiden. Vermeiden Sie das Platzieren schwerer Gegenstände auf der Verpackung.
d. Regelmäßige Kontrolle: Überprüfen Sie das Sägeband regelmäßig auf Anzeichen von Rost oder Beschädigungen.
Wenn Sie diese Richtlinien befolgen, kann ein Sägeband mehrere Jahre in gutem Zustand gelagert werden. Insbesondere bei längeren Lagerzeiten ist es jedoch unbedingt empfehlenswert, die Werkzeuge vor der Verwendung intensiv zu prüfen.
1. Materialart
Unterschiedliche Materialien erfordern spezifische Sägebänder und Konfigurationen. Sägebänder aus Bitmetall eignen sich für eine Vielzahl unterschiedlicher Metalle, während Hartmetall- oder Diamantklingen optimal für sehr harte Materialien geeignet sind.
2. Schnittgeschwindigkeit und Vorschubgeschwindigkeit
Passen Sie die Geschwindigkeit und den Vorschub an das zu schneidende Material an. Eine zu hohe Geschwindigkeit oder ein zu hoher Vorschub kann zu übermäßigem Verschleiß führen und die Lebensdauer des Sägebands verkürzen, während eine zu niedrige Geschwindigkeit Prozesse ineffizient machen kann.
3. Sägebandspannung
Die richtige Sägebandspannung ist entscheidend für ein präzises Schneiden und die Vermeidung von Rissen und Brüchen. Überprüfen und justieren Sie die Spannung gemäß den Empfehlungen des Herstellers.
4. Kühlmittelverbrauch
Verwenden Sie ein geeignetes Kühlmittel, um Wärme und Reibung während des Schneidens zu reduzieren. Dies trägt dazu bei, die Lebensdauer des Sägebands zu verlängern und die Schnittqualität zu verbessern. Stellen Sie sicher, dass das Kühlmittel für das Material und den Sägebandtyp geeignet ist.
5. Sägezähne und Zahnprofil
Wählen Sie ein Sägeband mit passenden Zahnteilungen und Zahnprofilen für das zu schneidende Material. Dies hilft bei der effizienten Spanabfuhr und verhindert Verstopfungen.
6. Schnittwinkel
Richten Sie das Sägeband und das Material korrekt aus, um gerade Schnitte zu erzielen und unnötigen Verschleiß zu reduzieren.
7. Sägebandreinigung und -wartung
Reinigen Sie das Sägeband regelmäßig, um Ablagerungen und Harzansammlungen zu entfernen. Untersuchen Sie das Sägeband auf Anzeichen von Verschleiß, Beschädigung oder stumpfen Zähnen und ersetzen oder schärfen Sie es bei Bedarf.
8. Werkstückauflage
Sorgen Sie für eine angemessene Unterstützung des Werkstücks, um Vibrationen und Bewegungen während des Schneidens zu vermeiden, die die Leistung und Genauigkeit des Sägebands beeinträchtigen können.
9. Sicherheitsvorkehrungen
Befolgen Sie die Sicherheitsrichtlinien, einschließlich des Tragens geeigneter persönlicher Schutzausrüstung (PSA), und stellen Sie sicher, dass die Maschine ordnungsgemäß gewartet und eingerichtet ist.
Durch eine sorgfältige Handhabung dieser Faktoren können Sie die Leistung und Lebensdauer Ihres Metallbandsägeblatts maximieren.
WAVE TECH TECHNOLOGIE
WAVE TECH: Sägen mit Rückenwelle
Ein speziell entwickeltes Rückenprofil führt die Bandsäge in einer leichten Auf- und Abwärtsbewegung, um die Materialpenetration deutlich zu verbessern.
Die patentierte Bearbeitung des Bandrückens gewährleistet eine ausgezeichnete Oberflächengüte.
WAVE TECH Eigenschaften
a. Verschiedene Anpassungsmöglichkeiten je nach Größe der Sägemaschine und des zu schneidenden Werkstückmaterials.
b. Keine Änderungen bei Geschwindigkeit und Vorschub.
c. Steigerung der Effizienz um bis zu 30–50 % und der Lebensdauer um bis zu 50 % ohne Änderung der Maschinenparameter.
d. Hervorragende Eignung für feste Materialien.
e. Kostenfreie Unterstützung in der Anwendung.
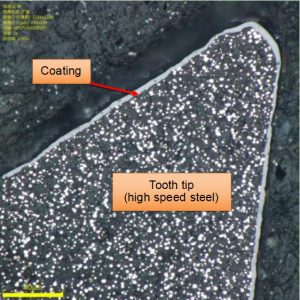
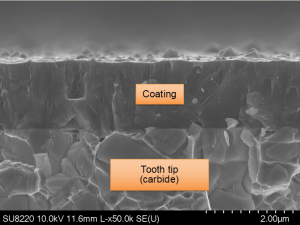
SHD-BESCHICHTUNG
SHD (kurz für engl. „SHIELD“) steht für eine harte Beschichtung zum Schutz der Zähne.
Die Entwicklung fortschrittlicher Fertigungsverfahren (u.a. Hochgeschwindigkeitsbearbeitung) in Verbindung mit der Verwendung schwer zerspanbarer Werkstoffe (wie z.B. gehärtete Stähle oder Werkstoffe auf Nickel- und Titanbasis) können sowohl bei Bimetall- als auch bei Hartmetallsägebändern zu ungewollt frühen Verschleißerscheinungen führen. Der Einsatz von beschichteten Werkzeugen (physical vapor desposition – PVD) hat sich als entscheidend erwiesen, um diese Effekte deutlich zu minimieren.
Angesichts der verschiedenen Bearbeitungsparameter für unterschiedliche Materialien bietet die Bichamp SHD-Beschichtung eine fortschrittliche Lösung, die auf den Anforderungen unserer Kunden basiert. So wie ein Schild eine Person schützen kann, profitieren SHD-behandelte Sägebänder durch:
a. Eine hervorragende Fertigungsgenauigkeit des Sägebands
b. Eine erhöhte Oberflächenhärte der Zähne
c. Überlegene Haftung zwischen der Beschichtung und dem Sägeband
d. Hohe Standfestigkeit für unterbrechungsfreies Schneiden
e. Reduzierte Reibungskoeffizienten und Wärme beim Schneiden
f. Begrenzte Bildung von Aufbauschneiden
g. Die Möglichkeit der Trockenbearbeitung
h. Außergewöhnliche Oberflächenqualität
i. Verbesserungen der Produktivität
j. Reduktion von Kosten für die Fertigungsorganisation
Die Bichamp SHD-Beschichtung ist sowohl für Bimetall- als auch für Hartmetallsägebänder möglich, wobei die Schnittparameter je nach Anwendung variieren. Wenn Sie nach einer Lösung für die Bearbeitung schwer bearbeitbarer Werkstoffe oder die Reduktion von Kosten suchen, wenden Sie sich gerne an unsere Vertriebsmitarbeiter oder den technischen Support.
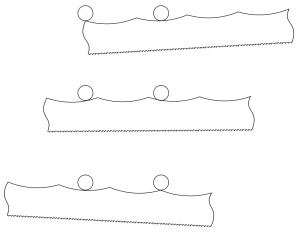
 |
 |
 |
| Vor dem Einfahren | Nach ordnungsgemäßem Einfahren | Nach unsachgemäßem Einfahren |
| Die Zahnspitzen sind sehr scharf und können kleine Grate aus der Fertigung enthalten. | Das ordnungsgemäße Einfahren verleiht den Sägebändern eine Zahnspitze mit einer kleinen runden Schneidkante, was für eine verlängerte Lebensdauer des Sägebands von Vorteil ist. | Ein unsachgemäßes Einfahren führt zu Ausbrüchen an den Zahnspitzen, was die Lebensdauer des Sägebands erheblich verkürzen kann. |
Für Bimetall-Bandsägeblätter
1) Verwenden Sie die empfohlene Bandgeschwindigkeit für das zu schneidende Material.
2) Reduzieren Sie den Vorschub um 30-40%
3) Lassen Sie das Sägeband 30-60 Minuten laufen und erhöhen Sie den Vorschub bei jedem Schnitt leicht.
4) Stellen Sie Bandgeschwindigkeit und Vorschubgeschwindigkeit wie gewohnt ein.
Für Hartmetall-Sägebänder:
1) Stellen Sie für den ersten Schnitt die Vorschub- und Bandgeschwindigkeitsparameter wie für ein Bimetall-Sägeband ein.
2) Erhöhen Sie für den zweiten Schnitt die Bandgeschwindigkeit und vermeiden Sie Vibrationen.
3) Erhöhen Sie dann den Vorschub, um ihn an die Bandgeschwindigkeit anzupassen, und vermeiden Sie Vibrationen.
4) Wiederholen Sie den zweiten Schnitt, bis Sie die normalen Parametereinstellungen für ein HM-Sägeband erreicht haben.
Geschwindigkeitstabelle
Für Bimetall-Sägebänder
| Stahlart | Abmessung ф (mm) | 100 | 200 | 300 | 400 | 500 | 700 | 1000 |
|---|---|---|---|---|---|---|---|---|
| Kohlenstoffstahl/Niedriglegierter Stahl | Bandgeschwindigkeit (m/min) | 50-85 | 50-75 | 45-65 | 40-50 | 35-45 | 30-40 | 25-35 |
| Effizienz (cm2/min) | 45-70 | 50-80 | 45-65 | 35-50 | 35-45 | 25-35 | 20-30 | |
| Cr-legierter Stahl/Cr-Mo-Stahl/Ni-Cr-Mo-Stahl | Bandgeschwindigkeit (m/min) | 50-65 | 50-60 | 45-55 | 40-50 | 35-45 | 30-40 | 20-30 |
| Effizienz (cm2/min) | 30-50 | 40-48 | 35-42 | 30-40 | 28-36 | 22-32 | 16-25 | |
| Formstahl/Warmarbeitsstahl/Kaltarbeitsstahl/Werkzeugstahl | Bandgeschwindigkeit (m/min) | 24-40 | 24-40 | 22-40 | 20-35 | 20-35 | 18-30 | 16-25 |
| Effizienz (cm2/min) | 8-20 | 16-30 | 14-30 | 12-28 | 12-28 | 10-25 | 8-18 | |
| Edelstahl | Bandgeschwindigkeit (m/min) | 40-50 | 35-45 | 35-40 | 28-35 | 25-32 | 20-28 | 18-25 |
| Effizienz (cm2/min) | 20-30 | 28-35 | 26-32 | 20-30 | 18-25 | 15-22 | 10-18 |
· Das Diagramm gilt nur für Materialien mit einer Härte von 20 HRc oder 225 HB. Wenn die Härte ~30 HRc oder 283 HB beträgt, verringern Sie die Geschwindigkeit auf 70% des im Diagramm empfohlenen Werts.
· Wenn die Härte ~35 HRc oder 330 HB beträgt, verringern Sie die Geschwindigkeit auf 60% des im Diagramm empfohlenen Werts. Bimetall wird nicht für Werkstücke mit einer Härte über 40 HRc empfohlen.
· Die Parameter für das Sägen werden, neben den Einstellungen selbst, stark von externen Faktoren wie Maschinenzustand, Materialien, Flüssigkeit usw. beeinflusst. Vertrauen Sie auch auf Ihre Erfahrung.
Für Hartmetall-Sägebänder
| Stahlart | Abmessung ф (mm) | 100 | 200 | 300 | 400 | 500 | 700 | 1000 |
|---|---|---|---|---|---|---|---|---|
| Hartholz | Bandgeschwindigkeit (m/min) | 1200-1500 | 1200-1500 | 1200-1500 | 1200-1500 | 1200-1500 | ||
| Effizienz (cm2/min) | 6500-7200 | 1800-2000 | 1800-2000 | 1500-1600 | 1500-1600 | |||
| Aluminiumlegierung | Bandgeschwindigkeit (m/min) | 1200-1500 | 1500-2000 | 1500-2000 | 2000-2500 | 2000-2500 | 2000-2500 | 2000-2500 |
| Effizienz (cm2/min) | 1000-1200 | 1000-1200 | 1000-1200 | 1400-1800 | 1400-1800 | 1400-1800 | 1400-1800 | |
| Edelstahl | Bandgeschwindigkeit (m/min) | 25-30 | 25-30 | 25-30 | 25-30 | 25-30 | 25-30 | |
| Effizienz (cm2/min) | 5.0-6.0 | 5.0-6.0 | 5.0-6.0 | 4.5-5.5 | 4.5-5.5 | 4.5-5.5 | ||
| Einsatzgehärteter Stahl | Bandgeschwindigkeit (m/min) | 40-50 | 40-50 | 35-45 | 35-45 | 35-45 | ||
| Effizienz (cm2/min) | 10-15 | 10-15 | 10-15 | 10-15 | 10-15 | |||
| Titanlegierungen | Bandgeschwindigkeit (m/min) | 30~45 | 30~45 | 30~40 | 30~40 | 25-35 | 25-30 | 20~25 |
| Effizienz (cm2/min) | 14-18 | 14-18 | 14-18 | 12-16 | 12-16 | 10-14 | 10-14 | |
| Superlegierungen | Bandgeschwindigkeit (m/min) | 25-30 | 25-30 | 20-25 | 20-25 | 20-25 | 20-25 | |
| Effizienz (cm2/min) | 3.5-8 | 3.5-8 | 3.5-7 | 3.5-7 | 3.5-6 | 3.5-6 |
Abhängig vom Werkstück, der Bandsäge und den Parametern Ihrer Maschine können während des Betriebs Probleme auftreten.
Wir haben in unserem Abschnitt Anwendungstipps eine umfassende Liste möglicher Fehler einschließlich ihrer Ursachen und möglichen Lösungen zusammengestellt.